1060-O Aluminum Strip For Transformers
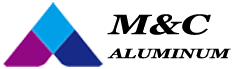
As a manufacturing plant focused on aluminum rolled products, we produce 1060-O aluminum strip for transformers with controlled chemistry, stable annealing, and strict dimensional tolerances. This grade is widely used in transformer windings because it combines high electrical conductivity, good formability, and reliable surface quality. In transformer production, consistency from coil to coil is essential. For this reason, our production process is designed around conductivity control, burr reduction, flatness management, and surface cleanliness.
1060 aluminum belongs to the 1xxx series of industrial pure aluminum. With aluminum content typically not less than 99.6 percent, it provides excellent electrical performance and good corrosion resistance. In O temper, the strip is fully annealed, which gives it high ductility and makes it suitable for winding, bending, and forming during transformer coil production. For customers seeking specialized Transformer Aluminium Strip, 1060-O is one of the most commonly specified materials in dry-type and oil-immersed transformer systems.
| 1060 Aluminium Strip Chemical composition(%) | |||||||||
| Element | Al | Si | Fe | Mg | Zn | Mn | Ti | Cu | V |
| Standard Value | ≥99.6 | 0.0431 | 0.203 | 0.0013 | 0.0093 | 0.0104 | 0.0200 | 0.0022 | 0.0039 |
Why 1060-O Aluminum Strip Is Used for Transformers
Transformer winding material must meet several practical requirements. It must conduct current efficiently, withstand winding operations without cracking, maintain stable dimensions, and present a clean contact surface for insulation systems and subsequent fabrication. 1060-O aluminum strip addresses these requirements effectively.
The main advantages of 1060-O aluminum strip for transformers include:
High electrical conductivity suitable for winding applications
Fully annealed O temper for excellent flexibility and winding performance
Low hardness, which helps reduce the risk of edge cracking during forming
Good surface smoothness for insulation wrapping and coating compatibility
Light weight compared with copper, supporting lower total transformer mass
Good corrosion resistance in normal service environments
Stable processing characteristics for slitting and coil fabrication
In transformer manufacturing, the actual performance of aluminum strip is determined not only by alloy designation but also by the precision of rolling, slitting, and annealing. As a factory, we control these stages internally to ensure that the final strip is suitable for continuous winding and downstream electrical assembly.
Technical Parameters of 1060-O Aluminum Strip
Below are the common production parameters we supply for transformer applications. Specific values can be adjusted according to customer drawings, winding design, and equipment requirements.
| Item | Specification |
|---|---|
| Alloy | 1060 |
| Temper | O |
| Aluminum content | >= 99.6% |
| Thickness range | 0.08 mm - 3.00 mm |
| Width range | 10 mm - 1600 mm |
| Inner diameter | 150 mm, 300 mm, 400 mm, 500 mm |
| Outer diameter | According to order and handling requirements |
| Electrical conductivity | Typically around 61% IACS or according to agreed standard |
| Tensile strength | Approx. 60 - 95 MPa |
| Elongation | Typically >= 25%, depending on thickness |
| Edge condition | Slit edge, deburred edge upon request |
| Surface finish | Clean, smooth, free from oil stains, scratches, and oxidation spots |
| Flatness | Controlled for winding use |
| Coil weight | Customized according to production and loading needs |
| Standard reference | Can be supplied according to GB, ASTM, EN, or customer technical agreement |
| MOQ | 1-3 tons |
These values are representative manufacturing ranges. Final data should be confirmed against the inspection report and agreed purchase specification for each order.
Chemical and Mechanical Stability in Production
For transformer aluminum strip, alloy purity alone is not enough. Uniformity across the full coil length is equally important. During melting and casting, we monitor composition to maintain the required purity level of 1060 alloy. During hot rolling, cold rolling, and final annealing, we control reduction ratio and thermal profile so that the O temper remains stable.
Mechanical consistency matters because transformer winding lines depend on predictable strip behavior. If hardness fluctuates too much, winding tension can become unstable. If edges are not properly controlled, insulation damage may occur during processing. Therefore, our inspection focuses on the following items:
Thickness tolerance across width and along length
Width accuracy after slitting
Edge burr height
Coil tightness and winding uniformity
Surface cleanliness
Conductivity verification
Mechanical properties after annealing
For many customers, 1060-O is selected as a standard electrical grade material within our broader Aluminum Strip manufacturing range, especially where economical conductivity and easy forming are required.
Surface Quality and Edge Quality Requirements
Transformer manufacturers generally pay close attention to surface and edge conditions because these directly affect insulation wrapping, lamination compatibility, and winding reliability. We produce 1060-O aluminum strip with clean surfaces and controlled slitting quality.
A suitable transformer winding strip should have:
No obvious scratches, roll marks, dents, or oxide patches
No edge waves that interfere with winding alignment
No severe camber affecting continuous processing
Controlled burrs to protect insulating layers
Uniform coil winding to avoid collapse during unwinding
Depending on the customer process, we can supply slit coils with standard slit edges or tighter burr control for applications with more demanding insulation structures. For high-volume transformer winding lines, stable strip geometry supports smoother feeding and reduces stoppage frequency.
Manufacturing Process for 1060-O Aluminum Strip
As a producer, we follow a process route that emphasizes conductivity retention, dimensional precision, and annealing uniformity.
1. Raw Material Preparation
We use qualified feedstock and implement composition verification before casting. Purity control is important for electrical-grade products, since excessive impurities can affect conductivity and processing behavior.
2. Casting and Homogenization
The slab or coil stock is prepared under controlled conditions to improve internal uniformity and support later rolling performance.
3. Hot Rolling and Cold Rolling
Rolling schedules are selected according to final thickness, width, and mechanical targets. This stage determines much of the gauge accuracy and surface condition.
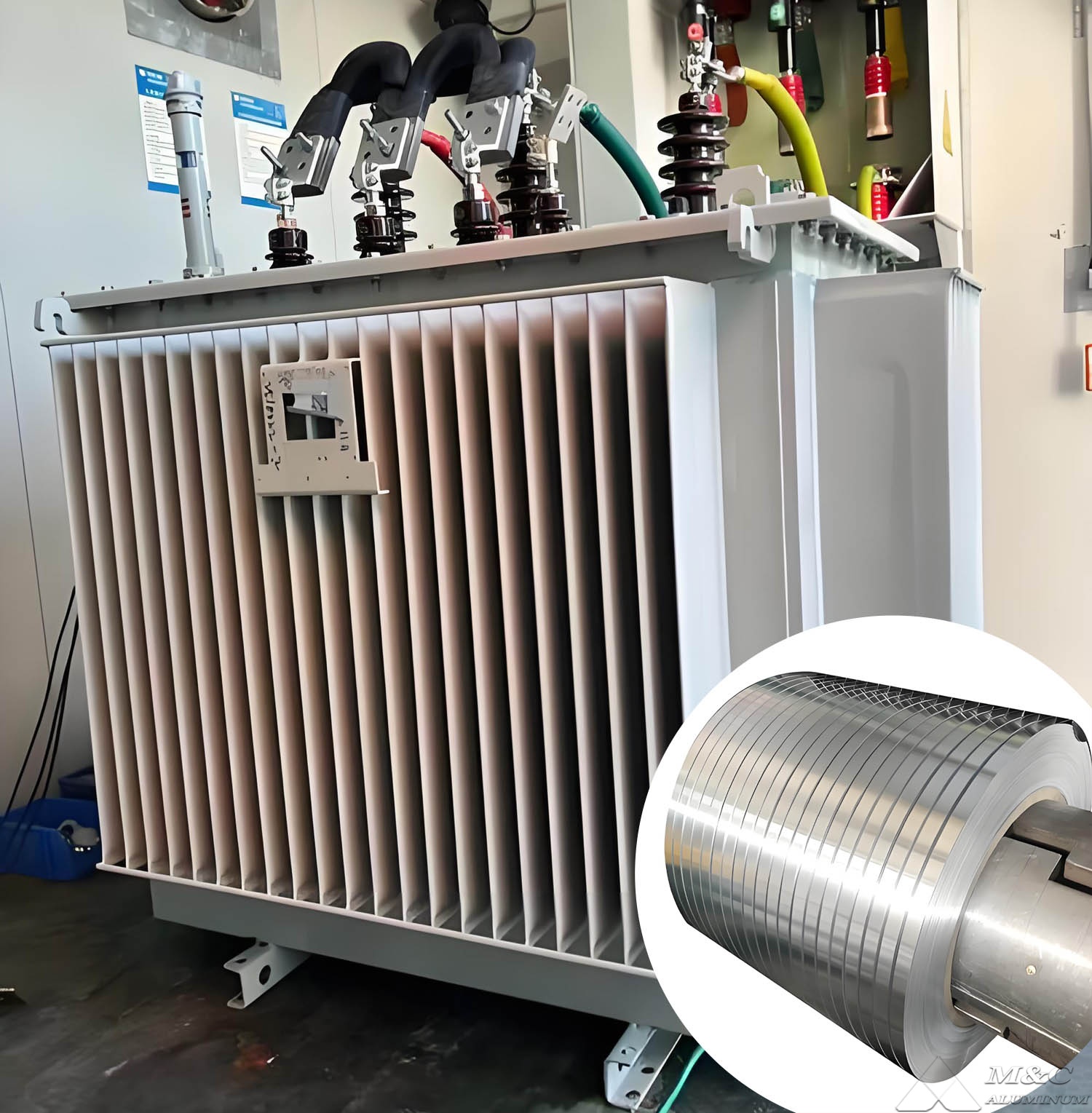
4. Precision Slitting
For transformer aluminum strip, slitting quality is a key production stage. We use controlled blade settings and tension management to maintain width accuracy and reduce burr formation.
5. Final Annealing to O Temper
The strip is fully annealed to achieve the ductility required for transformer winding. Temperature uniformity and holding time are strictly monitored so that softness and elongation remain consistent.
6. Inspection and Packaging
Finished coils are checked for dimensions, conductivity, surface quality, and coil winding condition before shipment. Packaging is designed to protect against deformation, moisture exposure, and transport damage.
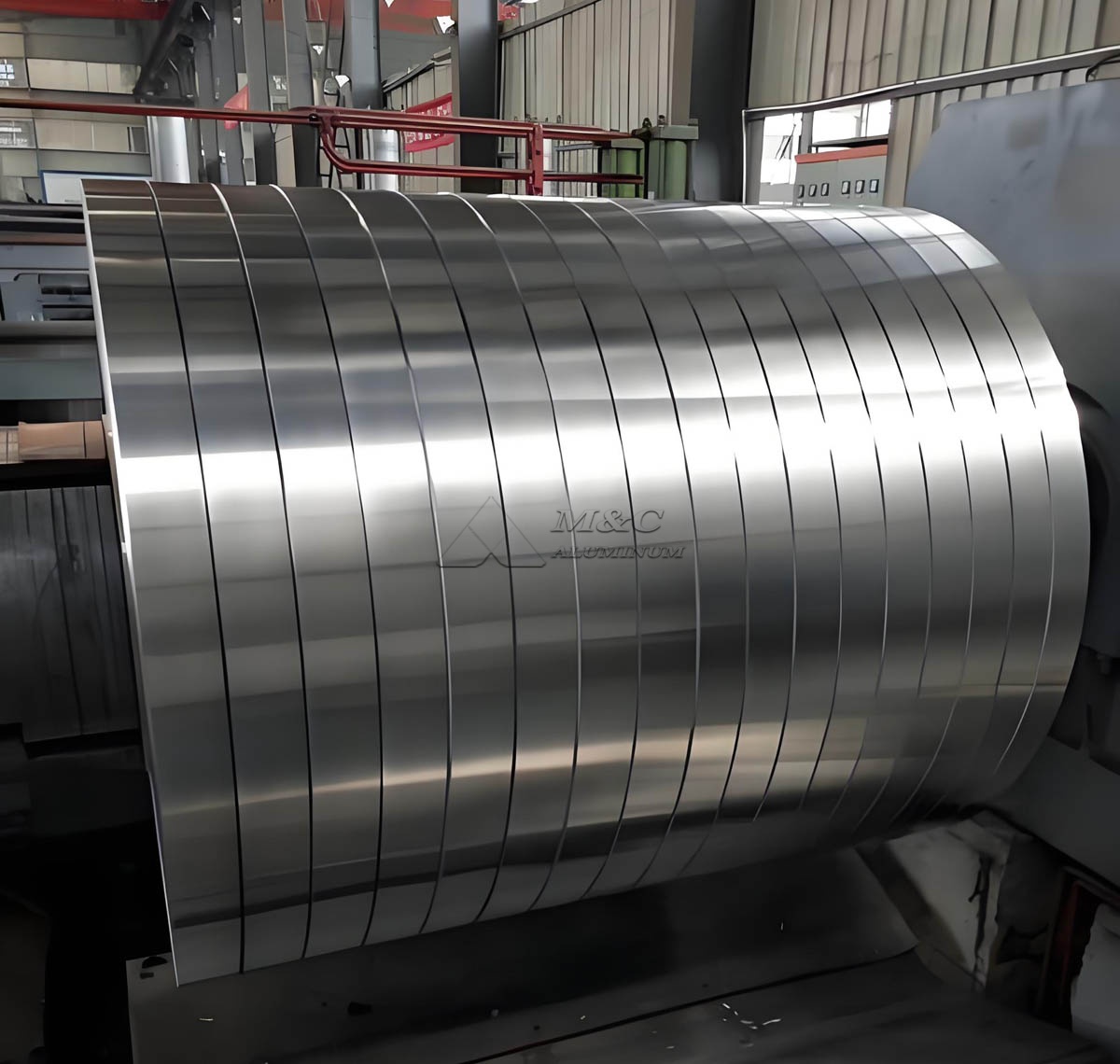
Typical Applications in Transformer Manufacturing
1060-O aluminum strip is mainly used in electrical winding systems where conductivity, low weight, and formability are important. Typical applications include:
Dry-type transformer windings
Oil-immersed transformer windings
Reactor windings
Distribution transformer coils
Electrical equipment conductors requiring soft aluminum strip
In these applications, the strip may be used directly for winding or further processed with insulation materials. The exact selection of thickness and width depends on transformer capacity, current-carrying design, cooling structure, and winding equipment.
Why O Temper Matters for Transformer Windings
Among different tempers, O temper is preferred for many transformer applications because it provides the softness needed for repeated bending and controlled winding. Harder tempers may offer higher strength, but they are less suitable where tight winding radii and high forming compliance are required.
For transformer coil production, O temper supports:
Easier forming without surface cracking
Better adaptation to winding machine tension
Lower risk of deformation at edges during coiling
More reliable wrapping with insulation paper or film
This is why customers often specify 1060-O aluminum strip rather than a harder temper when the strip will be used as a winding conductor.
Packaging, Traceability, and Export Supply
As a factory supplying international customers, we prepare 1060-O aluminum strip with export-oriented packaging and batch traceability. Each coil can be identified by production lot, alloy, temper, size, and inspection status. For ocean shipment, moisture protection and reinforced outer packing are applied according to transport route and storage conditions.
Common packaging measures include:
Eye-to-wall or eye-to-sky coil arrangement
Moisture barrier wrapping
Wooden pallets or wooden cases when required
Edge protection and outer securing straps
Coil identification labels and inspection documentation
Traceability is especially important for transformer manufacturers managing qualification systems and incoming inspection records. We maintain production and testing data to support batch consistency.
How We Support Custom Orders
Transformer designs vary significantly, so standard stock dimensions are not always suitable. As a manufacturer, we produce customized 1060-O aluminum strip according to required thickness, width, inner diameter, coil weight, and quality targets. For technical inquiries, customers usually provide:
Alloy and temper
Thickness and width
Tolerance requirements
Conductivity or standard reference
Edge condition requirement
Coil inner diameter and maximum outer diameter
Surface quality expectations
End use in transformer or electrical equipment
With this information, we can align rolling, slitting, annealing, and packaging parameters to the actual production needs of the transformer plant.
Conclusion
1060-O aluminum strip for transformers is a practical and widely adopted material for winding applications that require high conductivity, excellent formability, and stable coil quality. From a manufacturing perspective, the value of this product lies not only in the 1060 alloy itself but also in the precision of gauge control, slitting accuracy, annealing consistency, and final inspection.
As a producer of transformer winding aluminum strip, we focus on delivering clean surfaces, controlled burrs, reliable O temper properties, and customized dimensions for industrial transformer manufacturing. For buyers evaluating aluminum strip for transformers, stable process control and documented quality performance are the key factors that determine long-term usability in winding operations.




Contact Us