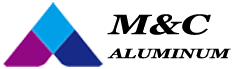
Anodized Aluminum Strip for Transformer Windings
As a manufacturer of aluminum strip for electrical applications, we produce anodized aluminum strip for transformer windings with controlled conductivity, dimensional accuracy, surface insulation, and coil stability. This material is used in distribution transformers, dry type transformers, oil immersed transformers, reactors, and other electromagnetic equipment where a conductive winding strip also requires a reliable insulating surface.
Anodized aluminum strip for transformer windings is different from ordinary industrial aluminum strip. It must combine electrical performance, mechanical consistency, clean edges, stable oxide film, and suitable winding behavior. In transformer production, a small deviation in strip thickness, burr height, or insulation quality may affect winding density, turn-to-turn insulation, temperature rise, and long-term reliability. For this reason, our production process is designed around electrical-grade requirements rather than general-purpose strip tolerances.
What Is Anodized Aluminum Strip for Transformer Windings
Anodized aluminum strip is aluminum winding strip that has been treated by an electrochemical anodizing process to form a controlled aluminum oxide layer on the surface. This oxide film provides electrical insulation, corrosion resistance, and improved surface hardness while keeping the aluminum core as the current-carrying conductor.
For transformer windings, the aluminum base metal is usually high-purity aluminum such as 1050, 1060, 1070, or 1350, depending on customer design requirements. These grades are selected because they provide high electrical conductivity, good ductility, and stable forming behavior during winding. The anodized layer is thin but functional. It must be uniform enough to support insulation performance and flexible enough to withstand bending during coil winding without cracking or peeling.
Compared with paper-wrapped aluminum strip or film-insulated conductors, anodized aluminum strip can help reduce the overall insulation thickness in selected designs. It is often used where compact winding structure, stable heat transfer, and controlled dielectric properties are required. The final material selection should always be based on transformer voltage class, winding design, impulse requirements, and thermal class.
Manufacturing Approach from Our Factory
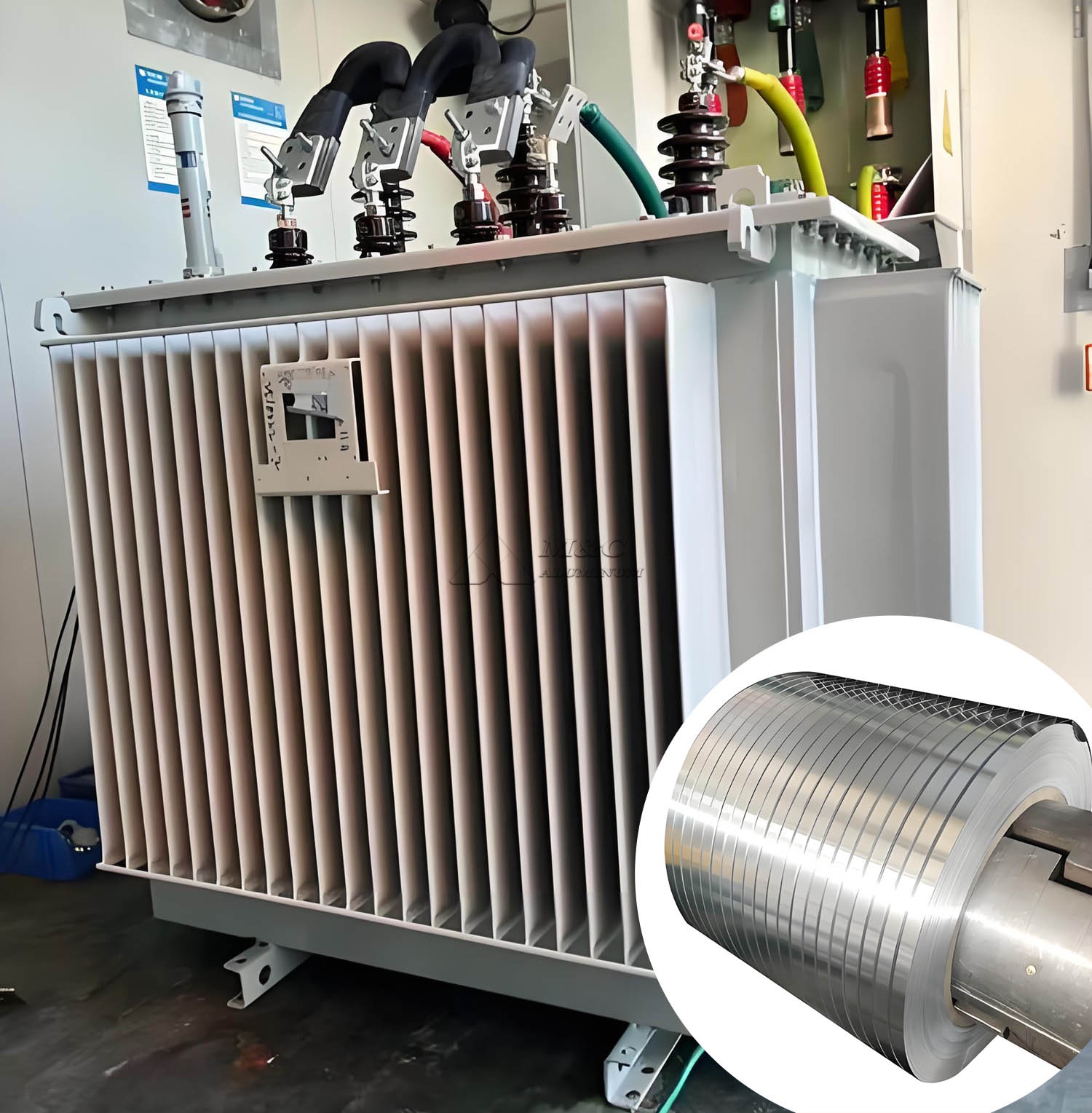
Our production begins with selected aluminum coils that meet chemical composition and conductivity requirements. The coils are cold rolled to the required thickness, degreased, annealed when necessary, slit to precise width, deburred, anodized, cleaned, dried, inspected, and packed for transformer manufacturers.
We manufacture Transformer Aluminium Strip for winding applications in both bare and surface-treated forms. For anodized products, process stability is especially important. The oxide film depends on electrolyte control, current density, bath temperature, treatment time, rinsing quality, and drying conditions. These parameters are monitored in production to obtain uniform insulation properties across the strip width and along the coil length.
The slitting process is also critical. Transformer winding strip requires straight edges, low camber, and minimal burr. Excessive burr can damage insulation between layers or create partial discharge risk in medium-voltage designs. We use precision slitting equipment and edge inspection to control these issues before anodizing and final packing.
Typical Technical Parameters
The following table lists typical specifications for anodized aluminum strip for transformer windings. Final values can be agreed according to transformer design drawings, applicable standards, and trial winding results.
| Item | Typical Specification | Notes |
|---|---|---|
| Alloy | 1050, 1060, 1070, 1350 | High conductivity aluminum grades |
| Temper | O, H12, H14, custom | Selected according to winding method |
| Thickness | 0.20 mm to 3.00 mm | Other ranges can be evaluated |
| Width | 10 mm to 1200 mm | Slit width according to coil design |
| Thickness tolerance | +/-0.005 mm to +/-0.03 mm | Depends on thickness range |
| Width tolerance | +/-0.05 mm to +/-0.30 mm | Narrow strip tolerance can be customized |
| Conductivity | 59 percent IACS to 62 percent IACS | Alloy and temper dependent |
| Oxide film thickness | 2 um to 15 um | Based on insulation requirement |
| Breakdown voltage | Customer specified | Tested according to agreed method |
| Burr height | Typically <=0.03 mm | Controlled by slitting condition |
| Camber | Controlled per meter | Required for smooth winding |
| Surface condition | Clean, uniform, oil-free | No visible stains or mechanical damage |
| Coil ID | 300 mm, 400 mm, 500 mm | Other IDs available by agreement |
| Packing | Eye-to-wall or eye-to-sky | Moisture-proof export packing |
These values are not a substitute for electrical design verification. Our engineering team can adjust strip thickness, alloy, temper, anodized film thickness, and coil parameters based on the customer's winding equipment and transformer specification.
Material Selection: Alloy and Temper
High-purity aluminum alloys are preferred for transformer winding because electrical conductivity is a main performance factor. 1060 aluminum strip is widely used due to its balanced conductivity, processability, and availability. 1070 and 1350 may be selected when higher conductivity is required. 1050 is also used in many distribution transformer designs.
Temper selection affects winding behavior and mechanical stability. O temper provides excellent ductility and is suitable for tight winding radius or complex forming. H12 and H14 provide higher strength and better dimensional stability, but winding tension and bending conditions must be evaluated. For anodized aluminum strip, the temper must also be compatible with the oxide film. If the strip is too hard for the winding radius, surface film cracking may occur. If it is too soft, edge deformation or coil telescoping may become more difficult to control.
As a factory, we do not recommend selecting alloy and temper only by price. The more reliable method is to evaluate current density, short-circuit force, winding equipment, insulation coordination, and thermal requirements together.
Anodized Layer and Insulation Performance
The anodized film on aluminum is an aluminum oxide layer formed from the base metal. It is integral with the substrate, not a simple coating applied to the surface. This gives it good adhesion and a stable interface. In transformer windings, the oxide film can act as turn insulation or as part of a combined insulation system, depending on the design.
Important oxide film properties include uniform thickness, dielectric strength, surface continuity, resistance to cracking during winding, and compatibility with transformer oil or resin systems. The insulation performance is related not only to film thickness but also to pore structure, sealing condition, surface cleanliness, and the actual contact pressure in the winding.
For dry type transformers, anodized aluminum strip may be used with resin impregnation or casting systems. For oil immersed transformers, compatibility with insulating oil and long-term stability at operating temperature must be considered. We can provide samples for customer testing, including winding trials, breakdown voltage checks, and thermal aging evaluation when required.
Dimensional Accuracy and Edge Quality
Transformer winding efficiency depends strongly on strip geometry. Good strip flatness allows the conductor to wind evenly without local gaps or high spots. Consistent thickness helps maintain predictable winding height and electrical resistance. Stable width supports uniform axial dimension and reduces the risk of misalignment.
Edge quality is one of the most important control points for aluminum winding strip. Sharp burrs, cracks, chips, or uneven edges may damage the oxide film or adjacent insulation layers. During production, we control slitting blade clearance, blade condition, strip tension, and recoiling pressure. After slitting, strips are inspected for burr, edge wave, camber, and surface marks.
For customers who require non-anodized base material, we also manufacture general Aluminum Strip products with customized alloy, temper, width, and coil weight. However, transformer winding applications require a higher level of inspection than common industrial strip.
Surface Cleanliness and Winding Reliability
Surface cleanliness is essential for anodized aluminum strip. Oil residue, dust, metal particles, or water stains may reduce insulation reliability or affect bonding with resin systems. Our process includes cleaning and controlled drying after anodizing. Coils are protected during handling to avoid contamination before packing.
When the strip is wound into transformer coils, the surface should remain smooth and continuous. The strip must not have severe scratches, dents, pits, black marks, or oxide film peeling. In practice, winding reliability depends on both material quality and customer process settings, including winding tension, guide roller condition, bending radius, and workshop cleanliness.
We recommend that transformer manufacturers avoid excessive winding tension during initial trials. Excessive tension may create local stress on the anodized film or cause edge deformation. Proper trial winding and electrical testing are useful before mass production.
Quality Control in Production
Our quality control system covers incoming aluminum coil inspection, rolling thickness control, annealing records, slitting accuracy, anodizing process data, oxide film checks, surface inspection, and final coil packing. Each production batch can be identified by coil number and specification record.
Common inspection items include chemical composition, mechanical properties, electrical conductivity, thickness, width, camber, burr height, surface appearance, oxide film thickness, and dielectric performance where specified. For export orders, we provide mill test certificates and packing lists according to customer requirements.
Quality control for anodized aluminum coil is not limited to laboratory testing. Operators also monitor coil appearance, edge condition, winding tightness, and coil alignment. These practical factors directly affect the customer's production efficiency and material yield.

Packing and Export Handling
Transformer winding strip is sensitive to moisture, impact, and edge damage. Our export packing is designed to protect coil shape and surface condition during inland transport, sea freight, and warehouse storage. Coils are usually packed with moisture-proof film, edge guards, inner core protection, desiccant when required, and strong wooden pallets or cases.
Coil orientation can be eye-to-wall or eye-to-sky according to strip width, coil weight, and customer unloading method. Labels include alloy, temper, size, coil number, net weight, gross weight, and order reference. For narrow strip, special attention is given to coil alignment and prevention of loose winding during shipment.
Before shipment, we confirm packing method with the customer because transformer factories often have different handling equipment and storage conditions.
Applications in Transformer Manufacturing
Anodized aluminum strip for transformer windings is used in low-voltage and medium-voltage windings, foil-type transformer coils, reactors, inductors, and related electrical equipment. It can be suitable for both dry type and oil immersed systems when the insulation design is verified.
Typical advantages include stable conductor dimensions, good heat dissipation, lower density compared with copper, and controllable insulation thickness. Aluminum also offers favorable cost-performance in many transformer designs, especially where weight and material economy are important. However, conductor selection must consider conductivity difference, joint design, mechanical strength, and thermal behavior.
As a manufacturer, our role is to provide consistent material that meets the agreed technical conditions. The final transformer performance depends on the complete design, including winding structure, insulation system, core design, cooling method, and manufacturing process.
Information Needed for Quotation
To prepare an accurate production proposal, we usually request the following information: alloy, temper, thickness, width, oxide film thickness, required breakdown voltage or test method, coil inner diameter, maximum coil weight, edge requirement, packing method, annual quantity, and any applicable standard. If the customer has a transformer drawing or existing material specification, it is useful for confirming tolerances and inspection items.
For new projects, sample production can be arranged before full batch manufacturing. Trial coils help verify winding performance, insulation behavior, and compatibility with the customer's equipment.
Conclusion
Anodized aluminum strip for transformer windings is a specialized electrical material that requires more than basic rolling and slitting capability. Conductivity, oxide film stability, edge quality, surface cleanliness, and packing protection must be controlled together. As a factory manufacturer, we produce transformer aluminum strip according to practical winding requirements and support customers with specification review, sample supply, production control, and export packing.
By selecting the correct alloy, temper, dimension, and anodizing condition, transformer manufacturers can obtain aluminum winding strip with stable insulation performance and reliable processing behavior for long-term electrical equipment production.




Contact Us