High-Conductivity Aluminum Strip for Transformer Manufacturing
As an aluminum processing manufacturer, we produce high-conductivity aluminum strip for transformer manufacturing with controlled chemistry, stable mechanical properties, accurate slitting, and clean coil surfaces. Transformer winding requires more than a general-purpose aluminum strip. It requires consistent electrical conductivity, low burr, precise width tolerance, reliable edge quality, and uniform annealing performance throughout the coil.
Our production focuses on electrical grade aluminum strip used in oil-immersed transformers, dry-type transformers, distribution transformers, reactors, and other electromagnetic equipment. From melting and casting to cold rolling, annealing, slitting, inspection, and packaging, each process is managed to support transformer manufacturers that require stable winding performance and predictable electrical behavior.

Why Conductivity Matters in Transformer Aluminum Strip
In transformer windings, aluminum strip acts as a current-carrying conductor. Its conductivity affects winding loss, temperature rise, operating efficiency, and long-term reliability. When conductivity is inconsistent, the transformer design margin can be affected, especially in applications where winding dimensions and load performance are tightly specified.
High-conductivity aluminum strip is commonly produced from commercially pure aluminum alloys such as 1050, 1060, 1070, and 1350. These alloys provide favorable conductivity, good formability, and suitable mechanical strength after controlled annealing. Compared with copper, aluminum has lower density, which can help reduce winding weight and support cost-efficient transformer production when the design is properly engineered.
For transformer manufacturers, conductivity must be evaluated together with tensile strength, elongation, surface condition, edge quality, and dimensional tolerance. A strip with high conductivity but poor burr control or unstable temper may still cause winding problems. Our manufacturing approach is therefore based on balanced control of electrical, mechanical, and dimensional properties.
Main Alloys Used for Transformer Winding Strip
We manufacture transformer aluminum strip in several electrical grade alloys. The selection depends on transformer design, winding process, insulation system, and required electrical performance. Common choices include 1050 aluminum strip, 1060 aluminum strip, 1070 aluminum strip, and 1350 aluminum strip.
1050 and 1060 alloys are widely used for distribution transformers and general transformer winding. 1070 and 1350 can be selected when higher conductivity is required. The final alloy selection should consider conductivity requirement, strip thickness, winding tension, bending radius, and thermal performance.
For customers seeking a standard product range, our Transformer Aluminium Strip is manufactured for winding applications with controlled width, thickness, conductivity, and coil quality. For broader industrial applications, our Aluminum Strip production line also supports customized alloy and temper specifications.
Typical Technical Parameters
The following table lists typical parameters for high-conductivity aluminum strip used in transformer manufacturing. Final values can be customized according to customer drawings, standards, and winding equipment requirements.
| Item | Typical Specification | Notes |
|---|---|---|
| Alloy | 1050, 1060, 1070, 1350 | Electrical grade aluminum alloys |
| Temper | O, H12, H14, H18 | O temper is common for winding flexibility |
| Thickness | 0.20 mm to 3.00 mm | Customized by transformer design |
| Width | 10 mm to 1600 mm | Slit width according to order requirements |
| Conductivity | 58 percent to 62 percent IACS | Alloy and temper dependent |
| Tensile Strength | 60 MPa to 130 MPa | Controlled according to temper |
| Elongation | 15 percent to 35 percent for O temper | Depends on thickness and alloy |
| Thickness Tolerance | As agreed or per applicable standard | Precision rolling control available |
| Width Tolerance | Typically +/-0.05 mm to +/-0.30 mm | Depends on width range |
| Edge Condition | Slit edge, deburred edge optional | Low burr for winding stability |
| Surface | Clean, smooth, oil controlled | Free from heavy scratches, stains, and oxidation |
| Coil ID | 300 mm, 400 mm, 500 mm, 508 mm | Custom coil ID available |
| Coil Weight | 50 kg to 3000 kg | According to width, thickness, and handling method |
Manufacturing Process in Our Factory
Our transformer aluminum strip is produced through a controlled manufacturing route. Each step is designed to maintain conductivity, strip flatness, edge quality, and coil integrity.
1. Raw Material and Composition Control
We use qualified aluminum ingots or cast-rolled coil feedstock according to the target alloy. Chemical composition is tested to confirm that impurity elements remain within the required range. For high-conductivity aluminum strip, iron, silicon, copper, and other elements must be controlled because excessive impurities can reduce conductivity and affect mechanical properties.
2. Rolling for Thickness Accuracy
Cold rolling is used to reduce the aluminum to the required thickness. During rolling, we control reduction schedule, rolling speed, lubrication, and roll surface condition. Thickness accuracy is monitored to support consistent winding height and stable transformer coil geometry. Uniform thickness also helps maintain predictable electrical resistance across the winding.
3. Annealing for Temper and Conductivity
Annealing is a critical step for aluminum strip for transformer winding. Proper annealing improves ductility, stabilizes mechanical properties, and supports winding without cracking or excessive springback. Temperature, holding time, loading arrangement, and cooling are controlled according to alloy and final temper. For O temper products, our objective is to provide soft, uniform strip suitable for continuous winding operations.
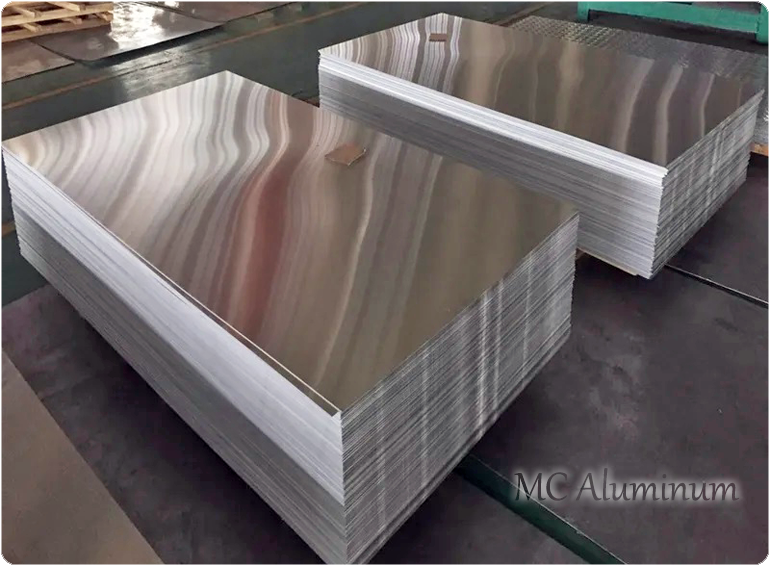
4. Precision Slitting and Edge Control
Slitting determines the final strip width and edge condition. Poor slitting can create burrs, edge waves, camber, and cracks, which may damage insulation paper or cause winding instability. We use precision slitting equipment and appropriate blade clearance settings to reduce burr height and maintain accurate width. Edge quality can be adjusted according to customer requirements, including standard slit edge or improved deburred edge.

5. Coil Winding, Inspection, and Packaging
After slitting, the strip is rewound under controlled tension to form compact coils with stable sides. Each coil is inspected for surface defects, telescoping, loose winding, and edge damage. Packaging is selected according to transport distance and handling method. Export packaging typically includes moisture protection, plastic film, edge protection, wooden pallets or cases, and clear coil identification.
Key Quality Requirements for Transformer Manufacturers
Transformer manufacturers usually evaluate aluminum winding strip based on several practical criteria. These criteria directly affect production efficiency and final transformer performance.
Stable Electrical Conductivity
Conductivity must be consistent from coil to coil and batch to batch. We test conductivity using calibrated instruments and record the results for traceability. For applications requiring high efficiency, alloy 1070 or 1350 may be preferred, while 1050 and 1060 remain common choices for standard transformer manufacturing.
Accurate Thickness and Width
Transformer winding design depends on the cross-sectional area of the conductor. Any significant variation in thickness or width can influence resistance, winding dimensions, and thermal performance. Our rolling and slitting processes are controlled to meet specified tolerances and reduce variation across the coil.
Low Burr and Smooth Edge
Low burr is essential because aluminum strip edges are in close contact with insulation materials during winding. Excessive burr can damage insulation, increase partial discharge risk, or create local stress points. We inspect burr and edge appearance during slitting and final inspection.
Clean Surface Condition
The surface of transformer aluminum strip should be clean, smooth, and free from harmful contamination. Oil residue, black spots, heavy scratches, oxidation, or embedded particles may affect insulation compatibility and winding cleanliness. We manage rolling lubrication, handling, and storage to maintain a suitable surface for transformer production.
Good Flatness and Low Camber
Flatness and camber influence winding alignment. A strip with excessive side curvature may cause uneven coil build or require frequent machine adjustment. Our slitting and rewinding process is controlled to reduce camber and support stable feeding in automatic or semi-automatic winding machines.
Applications in Transformer Manufacturing
High-conductivity aluminum strip is used in many types of transformer and electrical equipment. Typical applications include low-voltage winding, high-current winding, foil winding, layer winding, dry-type transformer coil, oil-immersed transformer coil, reactor winding, and electromagnetic equipment conductor components.
In foil winding transformers, wide aluminum strip can reduce the number of turns and support compact coil construction. In strip winding applications, narrower widths are used according to current capacity and winding design. The choice of thickness and width is usually determined by electrical design calculations, thermal design, and available winding equipment.
Comparison of Common Alloy Options
Different alloys provide different balances of conductivity, strength, formability, and cost. The table below provides general guidance for selection. Actual use should be confirmed by transformer design requirements.
| Alloy | Conductivity Level | Formability | Typical Use |
|---|---|---|---|
| 1050 | High | Excellent | General transformer winding and electrical components |
| 1060 | High | Excellent | Distribution transformers and foil winding |
| 1070 | Very high | Very good | Higher efficiency transformer designs |
| 1350 | Very high | Good | Electrical conductor applications requiring high conductivity |
Customization Capabilities
As a direct manufacturer, we can adjust alloy, temper, thickness, width, coil diameter, coil weight, surface requirement, and packaging method according to customer specifications. We support both trial orders for material verification and regular supply for transformer production lines. Before production, we recommend confirming the following details:
Alloy and conductivity requirement
Final temper and mechanical property range
Thickness, width, and tolerance
Coil inner diameter and maximum coil weight
Edge requirement and burr control level
Surface oil requirement
Packaging and transport conditions
Applicable standard or customer drawing
Clear specification at the ordering stage helps reduce production variation and ensures that the delivered aluminum winding strip is compatible with the winding process.

Quality Control and Traceability
Our quality control system covers raw material inspection, in-process monitoring, final testing, and shipment inspection. Typical inspection items include chemical composition, conductivity, tensile strength, elongation, thickness, width, surface condition, edge burr, coil appearance, and packaging condition.
Each coil can be identified by batch number, alloy, temper, size, net weight, and production record. For export orders, we can provide inspection reports and mill test certificates according to contract requirements. This traceability helps transformer manufacturers manage incoming inspection and maintain stable production records.
Packaging for International Shipment
Transformer aluminum strip must arrive at the customer plant in clean and usable condition. We use protective packaging to reduce the risk of moisture, oxidation, edge damage, and coil deformation during ocean freight or long-distance transport. Packaging may include plastic film, moisture barrier materials, desiccant, cardboard or hardboard protection, steel or plastic strapping, wooden pallets, and wooden cases.
The packaging design is selected according to coil size, loading method, and destination requirements. For wide and heavy coils, reinforced pallets and side protection are used to maintain coil stability. For narrow slit coils, separation and edge protection help prevent abrasion between coils.
Conclusion
High-conductivity aluminum strip for transformer manufacturing must combine electrical performance with precise dimensions, controlled temper, clean surface, and reliable edge quality. As an aluminum processing factory, we manage the full production route from material control and rolling to annealing, slitting, inspection, and export packaging. This allows us to supply transformer aluminum strip that supports stable winding, efficient production, and consistent transformer performance.
For transformer manufacturers selecting aluminum strip for transformer winding, the key is to define conductivity, alloy, temper, size tolerance, edge quality, and coil requirements clearly. With the right specification and controlled manufacturing process, high-conductivity aluminum strip can provide a dependable conductor solution for modern transformer production.

Contact Us